
Rurka wiertnicza i rura prowadząca
Kliknij powiększ
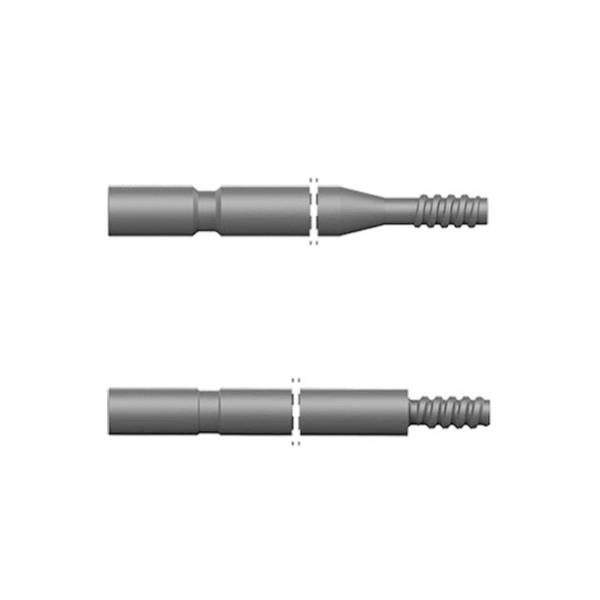
W wierceniu udarowym od góry rura prowadząca i rura wiertnicza są używane głównie do wiercenia na powierzchni stołu i wiercenia długich otworów pod ziemią. Możemy dostarczyć rurę prowadzącą T38, rurę prowadzącą T45, rurę prowadzącą T51, rurę wiertniczą ST58, rurę wiertniczą ST68, rurę wiertniczą GT60...
Długość | Średnica | Waga | Model nr. | Nr części | |||
[mm] | [ft-in] | [mm] | [w] | [kg] | |||
| 1830 | 6' | 56 | 2' 13/64″ | 24 | T38-D56-1830 | 622-9018-202 |
Rurka prowadząca, okrągła 56, T38 - T38 | 3660 | 12' | 56 | 2' 13/64″ | 48 | T38-D56-3660 | 622-9037-202 |

Długość | Średnica | Waga | Model nr. | Nr części | |||
[mm] | [ft-in] | [mm] | [w] | [kg] | |||
| 1830 | 6' | 63 | 2 31/64″ | 24 | T45-D63-1830 | 623-9218-202 |
Rurka prowadząca, okrągła 63, T45 - T45 | 3660 | 12' | 63 | 2 31/64″ | 46 | T45-D63-3660 | 623-9237-202 |
Rurka prowadząca, okrągła 76, T45 - T45 | 3660 | 12' | 76 | 3″ | 78 | T45-D76-3660 | 623-9337-202 |

Długość | Średnica | Waga | Model nr. | Nr części | |||
[mm] | [ft-in] | [mm] | [w] | [kg] | |||
| 1830 | 6' | 76 | 3″ | 40 | T51-D76-1830 | 624-9418-202 |
Rurka prowadząca, okrągła 76, T51 - T51 | 3660 | 12' | 76 | 3″ | 76 | T51-D76-3660 | 624-9437-202 |
Rurka prowadząca, okrągła 87, T51 - T51 | 3660 | 12' | 87 | 3 1/2″ | 89 | T51-D87-3660 | 624-9537-202 |

Długość | Średnica | Waga | Model nr. | Nr części | |||
[mm] | [ft-in] | [mm] | [w] | [kg] | |||
| 1525 | 5' | 76 | 3″ | 33 | ST58-DN76-1525 | 641-10315-202 |
Rurka wiertnicza, okrągła 76, ST58 - ST58 | 1830 | 6' | 76 | 3″ | 41 | ST58-DN76-1830 | 641-10318-202 |

Długość | Średnica | Waga | Model nr. | Nr części | |||
[mm] | [ft-in] | [mm] | [w] | [kg] | |||
| 1525 | 5' | 87 | 3 1/2″ | 40 | ST68-DN87-1525 | 642-10415-202 |
Rurka wiertnicza, okrągła 87, ST68 - ST68 | 1830 | 6' | 87 | 3 1/2″ | 48 | ST68-DN87-1830 | 642-10418-202 |

Długość | Średnica | Waga | Model nr. | Nr części | |||
[mm] | [ft-in] | [mm] | [w] | [kg] | |||
| 4265 | 14' | 87 | 3 1/2″ | 104 | GT60-D87-4265 | 661-10243-202 |
| Rurka wiertnicza, okrągła 87, GT60 - GT60 | |||||||

Ogólne wprowadzenie:
Pręty wiertnicze i przedłużające PLATO są przeznaczone do dryfowania, tunelowania, wiercenia długich otworów, wiercenia stołowego i produkcyjnego. Pręty te są produkowane z przekrojami okrągłymi lub sześciokątnymi we wszystkich typowych gwintach oraz w połączeniach męski/męski (M/M) lub męski/żeński (M/F). Wszystkie nasze żerdzie dryfujące i przedłużające są poddawane obróbce cieplnej poprzez nawęglanie lub wysoką częstotliwość w połączeniu z fosforyzacją.
Okrągłe przekroje poprzeczne są bardziej rozpowszechnione w przypadku wiercenia przedłużającego. Okrągły pręt ma mniej materiału, dzięki czemu jest lżejszy w obsłudze i tańszy niż pręt sześciokątny o podobnym rozmiarze. Podczas gdy pręt sześciokątny jest szczególnie korzystny do wiercenia dryfowego i tunelowego. Zwiększona sztywność sześciokątnych żerdzi wiertniczych umożliwia im zmniejszenie odchyleń otworów i usprawnia płukanie podczas czyszczenia otworów. Nawet przy większym przekroju stal sześciokątna może nadal pomieścić wiertło o tej samej średnicy, co równoważna stal okrągła.
Pręty M/F zapewniają ciaśniejsze połączenia, są łatwiejsze w obsłudze i szybsze do rozprzęgania niż pręty M/M i mogą wiercić prostsze otwory.
Technika nawęglania jest stosowana głównie przy produkcji prętów o dużej średnicy, aby zapewnić doskonałą wydajność. Nawęglanie służy do utwardzania całego pręta w celu zapewnienia zewnętrznej powierzchni na całej powierzchni pręta. Stale nawęglane są używane głównie w zastosowaniach podziemnych i tam, gdzie jako środek płuczący używana jest woda. Technika wysokiej częstotliwości stosowana jest przede wszystkim w produkcji prętów o małej średnicy w celu zmniejszenia kruchości stali wiertniczych. High Frequency służy do hartowania tylko końcówek gwintu pręta. Zapewnia to długowieczność produktu, a także jest bardziej odpowiedni dla większej liczby potrzeb związanych z wierceniem. Stale produkowane przy użyciu tej techniki stosowane są głównie w zastosowaniach wiercenia powierzchniowego, gdzie powietrze jest głównym środkiem płuczącym. Fosforyzacja ma na celu poprawę zdolności antyerozyjnej całej powierzchni zewnętrznej pręta.
| Produkt | Top Hammer Wiertarka do skał — pręt wiertniczy |
| Inne nazwy | górny pręt wiertniczy udarowy, pręt wiertniczy gwintowany, pręt wiertniczy do skał, pręt wiertniczy górniczy, pręt wiertniczy do gwintowania; |
| Materiał | Konstrukcyjna stal stopowa |
| Aplikacja | Tunelowanie, wydobycie, wydobywanie, wysadzanie i budowa infrastruktury |
| Wiercenie czołowe i skręcanie, wiercenie stołowe, wiercenie produkcyjne, wiercenie długich otworów, dryfowanie | |
| Wątek | R22, R25, R28, R32, R35, R38, T38, T45, T51, GT60, ST58, ST68, etc. |
| Typ pręta | Pręt MM (gwint męski/żeński): Pręt przedłużający, pręt Drifter |
| Pręt MF (gwint męski/męski): Speedrod, pręt dryfujący MF | |
| Rurka wiertnicza, rura prowadząca | |
| Typ ciała | Sześciokątny pręt wiertniczy, okrągły pręt wiertniczy |
| Średnica | 20mm~87mm |
| Długość | 260mm~6400mm |
| Niestandardowy projekt | Do przyjęcia |
Przegląd specyfikacji:
| Wymiary prętów | Długość | Napędzany wątek | Odpowiednie bity wątek | Zakres otworów wiertniczych | ||||
| M-M | P–P | |||||||
| mm | stopa | mm | stopa | mm | cal | |||
| Hex.25 | 915 ~ 3700 | 3 ~ 12 | 610 ~ 1220 | 2 ~ 4 | R25, R28, R32 | R25 | 33 ~ 51 | 1 19/64 ~ 2 |
| Hex.28 | 2100 ~ 4920 | 6 3/4 ~ 16 | 1220 ~ 3050 | 4 ~ 10 | R28, R32, R38 | R28 | 37 ~ 51 | 1 29/64 ~ 2 |
| Hex.32 | 2400 ~ 5530 | 7 7/8 ~ 18 | R28, R32, R38, T38 | R32 | 40 ~ 64 | 1 37/64 ~ 2 1/2 | ||
| Round32 | 915 ~ 4310 | 3 ~ 14 | 915 ~ 4270 | 3 ~ 14 | R32, R38, T38 | R32 | 45 ~ 64 | 1 3/4 ~ 2 1/2 |
| Hex.35 | 2670 ~ 6100 | 8 5/8 ~ 20 | 3700 ~ 6400 | 12 ~ 21 | R32, R38, T38 | R32 | 45 ~ 76 | 1 3/4 ~ 3 |
| Round39 | 610 ~ 6095 | 2 ~ 20 | 610 ~ 6095 | 2 ~ 20 | R38, T38, T45 | T38, T45 | 57 ~ 89 | 2 1/4 ~ 3 1/2 |
| Round46 | 1830 ~ 6095 | 6 ~ 20 | 1525 ~ 6095 | 5 ~ 20 | T38, T45, T51 | T45, T51 | 70 ~ 102 | 2 3/4 ~ 4 |
| Round52 | 3050 ~ 6095 | 10 ~ 20 | 1525 ~ 6095 | 5 ~ 20 | T45, T51 | T45, T51 | 76 ~ 127 | 3 ~ 5 |
Jak zamówić?
Długość + nić + kształt i średnica ciała
Proces produkcji prętów wiertniczych






Twój adres e -mail nie zostanie opublikowany. Wymagane pola są oznaczone *